
優勢
緻力于供水行業的發展!産品高标準,切實加強改進管理調控,過硬的質量,不斷創新改進的産品!


本公司産品特點詳細介紹---組合式不鏽鋼水箱篇
一、彙豐源不鏽鋼水箱尺寸及闆厚配置(參考12S101國标圖集)

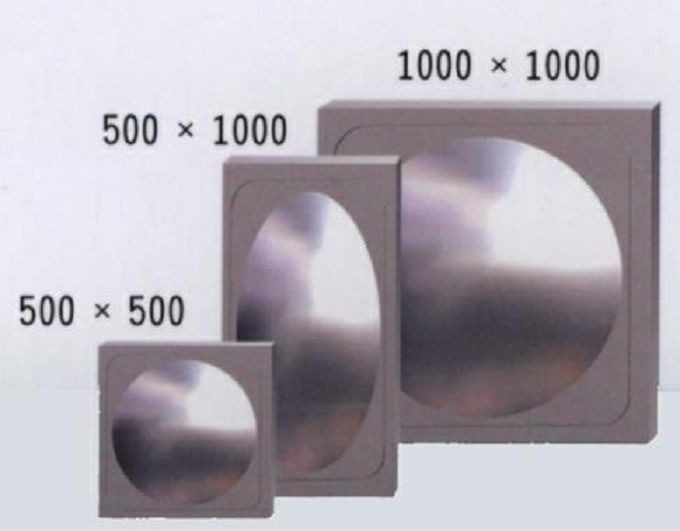
二、彙豐源不鏽鋼水箱凹凸闆規格尺寸特點(單位:mm)
不鏽鋼水箱的組合并不是任意尺寸,而是由以下三種規格的凹凸闆拼裝組合而成:
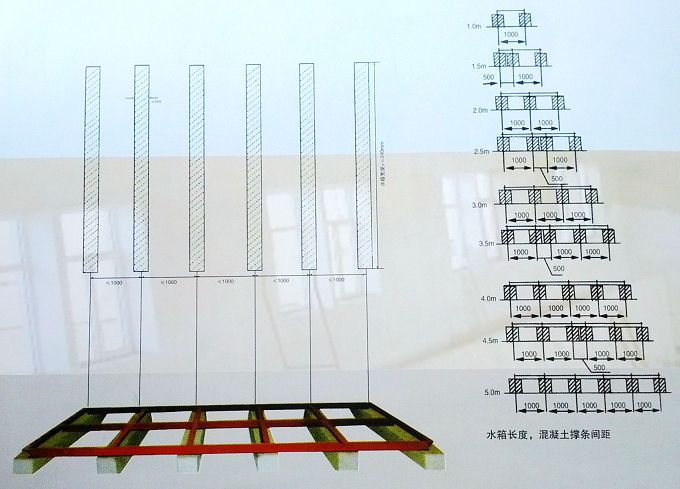
三、彙豐源不鏽鋼水箱基礎設計特點
不鏽鋼水箱水泥基礎可由乙方設計甲方施工,基礎長度比水箱尺寸略長200mm,基礎中心距通常爲1000mm或500mm,這樣有利于乙方提供的槽鋼底架受力均勻,也可使底部焊縫坐落在槽鋼底架上從而更好保護箱體。
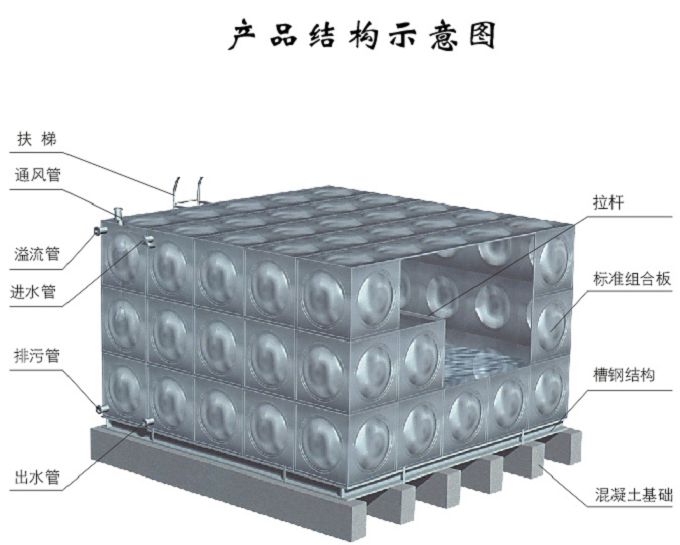
四、彙豐源不鏽鋼水箱結構特點及内部拉筋布局特點

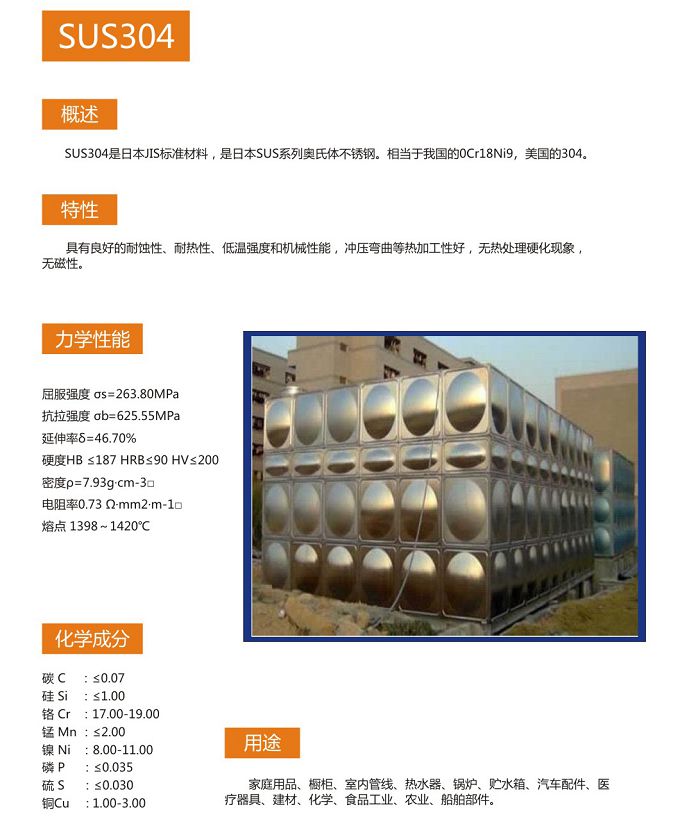
五、彙豐源不鏽鋼水箱材質介紹
本公司常規材質爲食品級SUS304材質,鎳含量不低于8個,使用與市政自來水以及氯離子含量更少的更好的水質;水質爲地下水或者更差的水質則選用食品級SUS316L材質或者SUS444材質,以延長水箱使用年限。三種材質的介紹如下:


六、彙豐源不鏽鋼水箱施工工藝特點
一、生産制作工藝
焊接式不鏽鋼焊接水箱采用的SUS304優質不鏽鋼闆,根據水箱規格設計下料→剪闆→貼膜→壓制→整形→校對→合格交付系列工序加工完成。
二、安裝施工準備
1、施工前要認真熟悉施工圖和有關技術資料、水箱施工圖應與結構圖、 建築圖進行核對,熟悉水箱工藝流程,了解施工及驗收标準,編制施工材料預算、施工方案。
2、施工前要落實施工現場的電源,施工用電要與施工單位協商使用,但是應能滿足工作需要。
3、施工場地應井然有序,要有幹燥、通風良好的工作環境。
4、水箱條形基礎要符合圖紙及安裝要求,高度是1000mm,所有基礎高度誤差不應大于5mm。
5、施工現場派專人管理,負責施工班組的全面管理,并對水箱質量進行全程監督。
6、要詳細填寫施工記錄,并建立施工檔案。
三、不鏽鋼水箱材料準備
1、不鏽鋼壓制闆,在進場後使用前應認真檢查,必須符合有關質量、技術要求,并有産品出廠合格證明。
2、槽鋼底架,在進場後使用前應認真檢查,必須符合有關質量、技術要求,并有産品出廠合格證明。
3、不鏽鋼拉杆及立柱,在進場後使用前應認真檢查,必須符合有關質量、 技術要求,并有産品出廠合格證明。
四、主要生産設備準備
機具:氩弧焊機、電焊機、角磨機、等離子切割機、高頻步沖機、空氣壓縮機、氩氣瓶、電源箱等。
工具:活扳子、手錘、改錐、克絲鉗、切割工具、焊接工具等。 量具:水平尺、鋼卷尺、線墜、卡尺、角度尺、小線等。
五、不鏽鋼水箱安裝工藝流程
1、焊接底架:根據水箱闆塊尺寸确定槽鋼的間距,首先将槽鋼點焊固定,用水平尺校對,确保其平整然後再整體焊接。
2、固定底闆:将經檢測合格的水箱底闆點焊在槽鋼底架上,要求固定于底架的中部。
3、固定側闆:将經檢測合格的水箱壓制闆按照順序點焊在水箱底闆上,每張闆在固定以後,均應用水平尺和線墜檢測垂直度,确保無誤後再點焊下一張, 直至所有側闆點焊完成。
4、固定蓋闆:将經檢測合格的水箱蓋闆固定在側闆上,蓋闆的中部與箱底之間加有立 柱,以确保蓋闆的整體平整。
5、安裝附件:按照水箱結構将内部拉杆固定完成,并安裝内外梯。
6、開孔:按照圖紙所示的位置及管徑的要求開孔,并将各開孔的法蘭短管點焊好,法蘭的水平度與垂直度要符合要求。
7、進行水箱的整體焊接,要求焊縫無砂眼、氣孔、夾渣等缺陷。
六、密封性能試驗
将焊接完成後的水箱用幹毛巾把所有焊接部位擦拭幹,再注入水至标明的容量,靜置24小時後,再用幹毛巾擦拭所有焊接部位,毛巾應無水濕現象。

